Fizikai Szemle honlap |
Tartalomjegyzék |
|
Leggyakoribb fémhab-előállítási módszerek | ||
| olvadékból történő előállítás | porkohászati módszerek | bevonásos technikák |
| Fémhabok legfőbb fizikai tulajdonságai | |
| Cellaméret | 20 nm - kb. 20 cm |
| Relatív sűrűség | 0,003 - 0,5 |
| Rugalmassági modulus | 0,02 - 15 GPa |
| Rugalmasság határa | 0,02 - 50 MPa |
| Hővezetési tényező | 0,3 - 35 W/m · K |
| Fajlagos ellenállás | 9 · 10-7 - 3 · 10-5 Ωm |
<>
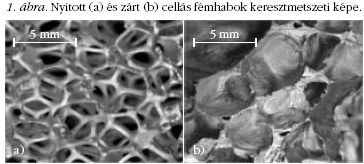
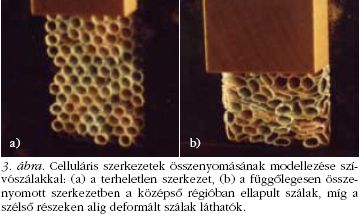
A különböző előállítási módszereknek köszönhetően a fémhabok fizikai tulajdonságai széles skálán mozognak (2. táblázat). A cellák nagysága nanohaboknál lehet akár 20 nm is, de általában néhányszázmikronos, milliméteres, vagy néhány centiméteres cellájú fémhabokkal találkozhatunk. A fémhabban lévő fém térfogati hányada, a relatív sűrűség is tág határok között mozog: a legkisebb sűrűségű fémhabokban a fém térfogata alig 0,3%-át teszi ki az anyag térfogatának. A legtöbb fémhab összenyomás során jellegzetesen, úgynevezett deformációs sávok kialakulásával deformálódik. Ez azt jelenti, hogy (egy rövid, homogénnek tűnő deformáció után) kiválasztódik egy cellaréteg, amelyben a cellák összeroppannak, azok a cellák azonban, amelyek nincsenek ebben a rétegben, lényegében nem deformálódnak (2. ábra). Emiatt az összenyomáshoz szükséges erő ebben a szakaszban közel konstans. A fémhaboknak - és más celluláris szerkezetű anyagoknak ez a sajátossága egyszerűen szemléltethető a szívószálmodellel (3. ábra). Szívószálakat párhuzamosan téve egymásra összenyomás során kialakul egy, az összenyomás irányára merőleges szívószálréteg, amelyben a szívószálak összetörnek. A rétegen kívüli szívószálak épek maradnak egészen addig, amíg ki nem alakul egy olyan deformációs sáv, amely keresztülhalad ezeken a szívószálakon.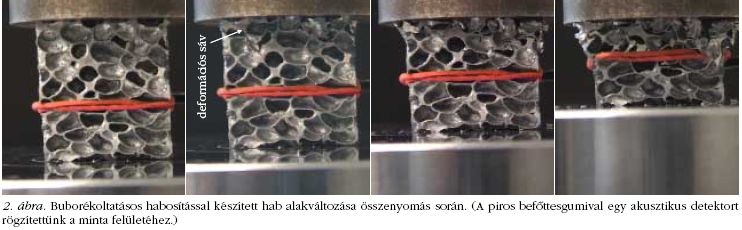
Kádár Csilla, Kenesei Péter
ELTE Fizikai Intézet, Anyagfizikai Tanszék